


Системы автоматической разливки
Ковши, рассчитанные на работу с подвесным краном или монорельсовой системой, не всегда могут справляться с требованиями высокоскоростных линий к перемещению больших объемов, если только одновременно не используется несколько ковшей. Это может приводить к затруднениям в работе, создавая узкое место линии и ограничивая производство.
За полную рабочую смену усталость оператора также может оказаться весомым фактором замедления производства и изменения качества литья.
Полностью автоматизированная система разливки, такая как устройство разливки под давлением, позволит преодолеть эти ограничения, но она может оказаться дорогостоящей и не обеспечить необходимой гибкости, в особенности, если в цеху производится разливка различных типов или сортов металла, как, например, серый чугун и высокопрочный чугун. Acetarc может предложить экономичные ненагреваемые полуавтоматические системы разливки, которые позволяют стабильно обеспечивать высокие скорости разливки, снижая усталость оператора и обеспечивая гибкость в смене заливаемого металла. Ненагреваемые системы разливки Acetarc базируются на процессах разливки с осью у носка или через днище, в зависимости от того, какой из методов лучше удовлетворяет требованиям производства. Все наши ненагреваемые полуавтоматические системы разливки разрабатываются под конкретные требования производства. Ниже приводим основное техническое описание системы полуавтоматической разливки жидкого металла производства Acetarc.
Ковши и разливочные установки Acetarc с осью у носка
Представляем Вашему вниманию краткое руководство по ковшам и разливочным установкам с осью у носка, производимым Acetarc Engineering. Следует учитывать, что данное оборудование проектируется и производится с учетом каждого конкретного применения. Поэтому приводимая ниже информация предлагается только в качестве общего руководства, и ее не следует воспринимать как исчерпывающий перечень того, что мы можем предложить.
Ниже подробно разъяснено, что собой представляют эти ковши, чем они отличаются от других систем разливочных ковшей, а также указывает преимущества системы с осью около носка при разливке металла.
Разливка с осью около носка и разливочные ковши с осью около носка
Ковши обычно различают по методу разливки, причем стандартные методы — разливка через носок, сифонная или чайниковая разливка и другие. Ковш с осью у носка — это разновидность ковша с разливкой через носок. Он получил своё название в связи с расположением оси поворота у носка разливочного жёлоба, что более подробно рассматривается далее.
Разливочные ковши со сливным носком
Стандартный ковш с разливкой через носок имеет разливочный жёлоб на ободе ковша, а ось поворота расположена приблизительно по центру корпуса ковша.
 |
 |
|
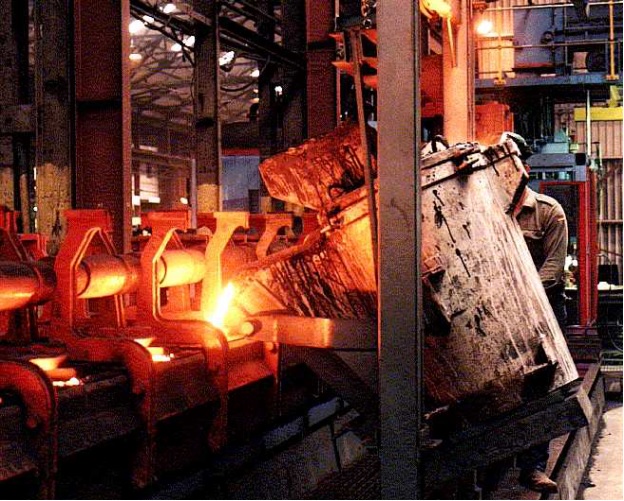
Ковши с разливкой через носок Небольшой ковш без редуктора и большой передаточный ковш с приводом поворота и беспроводным дистанционным управлением. При работе с небольшим ковшом точность заливки зависит от опыта оператора, тогда как в случае большого передаточного ковша требуется большое оперативное пространство для маневра заливки. |
Поэтому, когда стандартный ковш с разливкой через носок поворачивается, носок проходит по дуге, радиус которой равен расстоянию от оси поворота ковша до кончика носка. Если ковш имеет удлинённый носок, то дуга перемещения, естественно, будет больше.
Во многих случаях разливки жидкого металла это не составляет проблемы и может даже иметь преимущества, поскольку позволяет опытному оператору ковша получить значительный диапазон заливки, в котором он может заполнять формы, особенно в случае ковша с удлинённым носком.
Однако это требует подъёма и опускания ковша на различных стадиях заливки, чтобы подстроиться под изменяющееся положение носка при повороте ковша. Это также требует опыта оператора для обеспечения быстрой и точной заливки.
Но даже при работе опытных операторов имеется ограничение быстроты заполнения опоки, особенно в случае больших отливок. Поэтому обычно на автоматических формовочных линиях, производящих небольшие отливки, могут одновременно использоваться два или более ковша с разливкой через носок, тогда как на формовочных линиях, производящих отливки большего размера, для обеспечения необходимой скорости заполнения может использоваться какая-либо система автоматической заливки.
Разливка с осью у носка
В ковше с осью у носка или установке разливки с осью у носка ось поворота ковша смещена достаточно близко к кончику носка. Поэтому при повороте ковша положение разливочного носка изменяется незначительно и может рассматриваться как фиксированное.
 |
Разливка с осью у носка
1-тонный ковш для транспортировки алюминия производит заливку в небольшой жёлоб загрузки в печь |
Это обеспечивает более точную заливку, чем при заливке из обычного ковша через носок, что позволяет увеличить скорость заливки, в то же время оператору не нужно обладать таким же уровнем квалификации, что оператору обычного ковша, для обеспечения высокого качества и однородности отливки.
Механизированная эксплуатация
|
Положение точки поворота относительно центра тяжести ковша с осью у носка требует использования силового привода наклона и не позволяет обходиться редуктором ручного поворота, как на стандартных ковшах с разливкой через носок. В результате применение силового привода наклона вкупе с высокой точностью заливки позволяет оператору производить заливку более быстро и однородного качества на высокоскоростных формовочных линиях, с меньшими усилиями и менее строгими требованиями к квалификации. |
 |
На небольших ковшах с осью у носка для наклона могут использоваться электрические подъёмники или линейные приводы, тогда как для больших устройств в связи с высокой нагрузкой обычно используются гидравлические цилиндры.
Ковш с осью у носка и разливочные установки с осью у носка
Термин “с осью у носка” (“lip-axis”) относится к оси, относительно которой поворачивается ёмкость с расплавленным металлом. Обычно под ёмкостями с осью у носка подразумеваются или ковши с осью у носка или разливочные установки с осью у носка. Процесс разливки одинаков в обоих случаях, но в Acetarc Engineering мы обычно определяем их следующим образом:
Ковш с осью у носка
Ковш с наклоном вокруг оси у носка в целом используется так же, как и обычный ковш с разливкой через носок, а именно, ковш с осью у носка заполняется у печи, а затем транспортируется на формовочную линию, где осуществляется литьё.
Когда ковш с осью у носка опорожняется, он возвращается к печи для повторного наполнения. Обычно ковш с осью у носка подвешивается на потолочном монорельсе или кране. Если применяется монорельс, то можно использовать одновременно несколько ковшей с осью у носка.
Обычная ёмкость ковшей с осью у носка 250 кг – 600 кг, хотя мы производили и большие ковши.
Скорость наклона либо постоянна, либо имеется возможность переключения между стандартной и пониженной скоростью.
Ковш с осью у носка обычно имеет возможность регулировки по высоте, чтобы учесть различные высоты заполнения и разливки.
Питание к устройству подаётся через потолочный монорельс или систему сборных шин крана.
 |
Базовые разливочные ковши с осью у носка небольшой ёмкости.
Используются с потолочной монорельсовой системой. Каждый ковш с простым кнопочным управлением. Ковши перемещаются между печью и формовочной линией. У каждого ковша свой оператор. Эти ковши будут использоваться в качестве прямой замены стандартных ковшей с разливкой через носок и обеспечат более высокую точность разливки |
Разливочная установка с осью у носка
В основном термин применяется к разливочным ковшам большей ёмкости, которые могут подвешиваться на потолочном монорельсе или устанавливаться на полу на рельсах. Также они используются в системах с более сложным управлением и/или дополнительными функциями, такими как ПЛК (програмируемый логический котроллер) управления положением, переменная скорость наклона и т.д.
Поэтому разливочная система с осью у носка может предлагаться с различным набором функций, и каждая система проектируется и производится под набор требований конкретного литейного цеха.
Обычно разливочный ковш размещается на раме, которая обеспечивает поворот вокруг оси у носка. Это позволяет снимать ковш с рамы. Разливочный ковш направляется к печи для заполнения, а наклоняющая рама остаётся на формовочной линии.
В данном типе системы обычно используется одновременно два ковша, чтобы, когда пустой ковш направлялся на повторное заполнение, второй заполненный ковш мог быть установлен на раму, позволяя избегать простоев.
В другом варианте разливочный ковш остаётся на раме поворота вокруг оси у носка, а для заполнения разливочного ковша используется передаточный ковш. Разливочный ковш в этом случае может сниматься с рамы для проведения обслуживания, или когда металл в разливочном ковше невозможно использовать для литья и его необходимо разлить на слитки.

Размещение разливочной установки с осью у носка
Хотя некоторые разливочные установки с осью у носка могут использоваться как неподвижные установки в фиксированном относительно формовочной линии положении, большинство установок предлагаются с возможностью перемещения вдоль участка формовочной линии. Разливочные установки с фиксированным размещением могут производить заливку только в форму, установленную непосредственно перед установкой. Тем самым скорость заливки ограничена скоростью замены форм.
Перемещение вдоль формовочной линии (X-X перемещение или продольное перемещение)
Разливочные установки, перемещающиеся параллельно формовочной линии (X-X перемещение), могут использоваться не только для заливки в форму непосредственно перед ними, в фиксированном положении, но и перемещаться вдоль формовочной линии, производя заливку в дополнительные формы относительно продвижения формовочной линии.
Возможность X-X перемещения также позволяет использовать разливочную установку с осью у носка на постоянно движущейся формовочной линии, когда установка с осью у носка подстраивается под скорость формовочной линии, чтобы заливка производилась при синхронизации формовочной линии и установки с осью у носка, так что установка и формовочная линия неподвижны относительно друг друга.
Дополнительно залитые формы создают буфер, чтобы, когда установка с осью у носка останавливает разливку для повторного заполнения, это можно было произвести без пропуска форм.
Заливка форм со скоростью больше скорости их подхода к фиксированной точке разливки также означает, что повышается скорость прохождения расправленного металла, который меньше времени находится в ковше. Это может быть очень важно при разливке чугуна с шаровидным графитом (высокопрочного).
Два метода обеспечения X-X перемещения:
- Подвес разливочной установки с осью у носка на потолочный монорельс.
- Размещение разливочной установки с осью у носка на тележке, перемещающейся по установленным на полу рельсам.
Перемещение по потолочному монорельсу / балке
Разливочные установки с осью у носка могут монтироваться на потолочную монорельсовую систему или на портальном устройстве для перемещения вдоль формовочной линии.
|
Обычно монорельс представляет собой подвесную направляющую, параллельную формовочной линии, и может включать отвод для обслуживания, чтобы при необходимости выводить установку с осью у носка из работы. Монорельс может использоваться для перемещения ковша/разливочной системы с осью у носка от формовочной линии к печи, но обычно в разливочных устройствах с осью у носка монорельсовая линия выделена для обслуживания формовочной линии, и разливочная установка с осью у носка всё время остаётся на месте. |
 |
Передача металла из печи в установку с осью у носка производится либо с кожухом ковша, остающимся на раме, и заполнением передаточным ковшом, либо снятием кожуха ковша с рамы использованием дополнительной системы для перемещения кожуха ковша между печью и разливочной установкой с осью у носка.
Питание на установки потолочного крепления может подаваться по системе сборных шин, установленной на балке или монорельсе. Это удобное и надёжное решение для подачи питания.


Установка с осью у носка, монтируемая на полу
Второй типовой метод перемещения разливочной установки с осью у носка вдоль формовочной линии – это монтаж на тележке, которая перемещается по рельсам на полу, проходящим параллельно формовочной линии. Этот вариант исполнения предлагается для всех размеров установки, но особенно он удобен для установок повышенной ёмкости и массы.
Имея контакт с рельсами в 4 точках, установка напольного монтажа имеет большую стабильность. Обычно перемещающая тележка включает всё необходимое для наклона оборудование, включая гидравлическую силовую установку, если для наклона используются гидравлические цилиндры.
Питание на установки напольного монтажа может подаваться несколькими способами. Обычно питание поступает по потолочной системе кабельных лотков, напольному кабельному барабану или по кабельной цепи. Очевидно, что потолочная система имеет преимущество, поскольку не создаёт помех работе, но это является выбором клиента и, в зависимости от обстоятельств, могут быть причины, по которым потолочная система подачи питания окажется неудобной в конкретном случае.
Установка с осью у носка, монтируемая на полу, в дополнение к x-x перемещению может также включать Y-Y перемещение, и даже вертикальное перемещение.
Y-Y перемещение
Как было объяснено выше, стандартная установка с осью у носка может перемещаться вдоль формовочной линии (X-X перемещение). Разливочное положение остаётся фиксированным относительно формовочной линии. Этого достаточно, если литниковая воронка формы на каждой форме остаётся на одном месте и не меняется при изменении модели.
Если положение литниковой воронки изменяется при изменении модели, может потребоваться разработать разливочную установку с осью у носка с возможностью приближения и удаления относительно формовочной линии, чтобы положение заливки оставалось постоянным относительно литниковой воронки. Это называется Y-Y перемещением.
В разливочных установках напольного монтажа Y-Y перемещение реализуется гораздо проще, чем в монорельсовых установках, и это может оказаться существенным фактором в пользу выбора системы напольного монтажа вместо монорельсовой системы.

Разливочная установка с осью у носка с перемещением по всем осям.
На установке также смонтировано подающее устройство позднего модифицирования в струе.
X-X перемещение ограничено до 1000 мм, что соответствует положениям на автоматической формовочной линии.
Устройство позднего модифицирования в струе автоматически вливает добавки непосредственно в струю расплавленного металла во время заливки.
Z-Z перемещение (вертикальное перемещение)
Для небольших ковшей, перемещаемых между формовочной линией и печью, необходимо иметь возможность подъёма и опускания на оптимальную высоту для заполнения и разливки.
Разливочные установки с осью у носка, по вышеописанным причинам, не нуждаются в регулировке по высоте для подстройки под уровни заполнения и разливки.
Однако из опыта мы знаем, что небольшая величина вертикального перемещения заливочной установки с осью у носка может значительно повысить качество обслуживания и однородность заливки, особенно для чайникового ковша. Это вызвано изменением напора при наклоне ковша и заливке расплавленного металла. Поток металла из носка ковша слегка изменяется в зависимости от величины поворота ковша и количества металла в ковше.
Возможность поднятия установки позволяет оператору компенсировать это небольшое изменение в потоке металла.
Вертикальное перемещение также может оказаться удобным, если по какой-либо причине изменяется высота форм. Например, если формовочная система использует безопочную формовку, когда формы делаются послойно, или литьевой процесс требует использования увеличенных вставок прибыли.
Управление
Ковш с осью у носка обычно поставляется с базовым управлением, как правило, подвесным кнопочным пультом для одно- и двухскоростного наклона и подъёма/опускания. Если ковш с осью у носка используется на монорельсовой системе, тележка может либо толкаться вручную, либо иметь силовой привод. Для тележек с силовым приводом, как правило, имеется 2 скорости: стандартная и пониженная.

 |
 |
|
| Разливочная установка с осью у носка в работе. Показана точность заливки | ||
 |
 |
|
| Ковш автоматической разливки заполняется на месте | Заливка с осью у носка. Пуск литейного цеха |
Загрузочные станции
В разливочных системах с осью у носка, где ковш извлекается из рамы с осью у носка и транспортируется к печи для заполнения перед возвращением в раму, обычно одновременно используется два ковша.
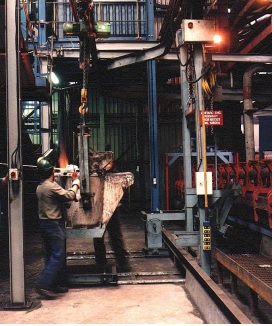 |
Этот кожух ковша с осью у носка заполняется в печи и затем перемещается к разливочной установке с осью у носка с использованием потолочного монорельса. В конце перемещения используется специальная колёсная рама для перемещения с монорельса на разливочную установку с осью у носка |
Один ковш перемещается от установки с осью у носка к печи, тогда как второй ковш находится в наклоняющей раме с осью у носка. Таким образом, когда опустошается ковш в раме, заполненный ковш уже готов к загрузке на раму. Это сводит простои при разливке к минимуму.
Момент извлечения пустого ковша из рамы и установки заполненного ковша на раму может стать узким местом цикла. Поэтому обычно предоставляется передаточная станция, которая позволяет быстро и эффективно заменить пустой ковш на заполненный с минимальными затруднениями и задержками.

Кожухи ковша с осью у носка
Если для транспортировки металла от печи до разливочной системы с осью у носка и для операции разливки используется один и тот же ковш, могут быть предложены различные опции ковша.
Ковш может поставляться без редуктора и с углублениями под вилку погрузчика. Это наиболее простой вариант, но он требует наличия вилочного погрузчика и пространства для его безопасной эксплуатации.
Ковш может также изготавливаться со съёмной подъёмной скобой. Это может оказаться удобным для транспортировки ковша из устройства к печи и обратно потолочным краном при использовании одновременно двух ковшей.


Разливочная установка с осью у носка: Зачем вам необходима такая система.
Разливочная установка с осью у носка может использоваться как система разливки для формовочных линий, где ручные ковши не справляются с количеством форм, а переход на полностью автоматическую разливочную установку нерентабелен.
Разливочная установка с осью у носка может также использоваться в качестве вспомогательной разливочной системы для имеющейся автоматической разливочной системы, при необходимости наличия аварийной системы разливки или отливки различных металлов, с которой не справляется существующая автоматическая система.
Поэтому основными преимуществами можно считать следующие:
Разливочная система с осью у носка обеспечивает быструю, точную и однородную заливку.
При наличии управления наклоном и перемещением для обеспечения такого же качества литья не требуется столь высокая квалификация оператора, как для обычных ковшей с разливкой через носок.
Поскольку не требуются усилия оператора по наклону ковша вручную, оператор не устает.
Установка с осью у носка также может использоваться с различными металлами
В качестве стандартной опции разливочная установка с осью у носка может иметь быстросъёмные вкладыши ковшей. Это значительно упрощает операции обслуживания, а также позволяет использовать систему с осью у носка с различными металлами без риска загрязнения одного сплава другим. Если в процессе работы требуется заменить один сплав другим, то заменить вкладыш ковша достаточно просто.

Вопросник
Для предоставления вам более точного предложения по ковшам с осью у носка и разливочным устройствам с осью у носка нам необходимо знать как можно больше о предполагаемом использовании оборудования и месте установки оборудования.
Ответы на все или некоторые из нижеприведённых вопросов помогут нам составить наиболее точное предложение. В любом случае, компоновочная схема места размещения оборудования с видом формовочной линии в поперечном разрезе окажется очень полезной.
Ковш с осью у носка
- Какая ёмкость ковша вам необходима?
- Сколько ковшей с осью у носка вам требуется?
- Какой металл или металлы вы будете разливать?
- Если производится разливка чугуна с шаровидным графитом, накладывается ли ограничение на продолжительность заливки?
- Каковы максимальный и минимальный веса отливок?
- Каков режим использования ковша (приблизительное количество часов использования в день/ в неделю)?
- Какова высота формовочной линии?
- Можете ли вы прислать набросок размеров опоки?
- Каково расстояние от края опоки до центра литниковой воронки?
- Какова высота заполнения печи?
- Как ковш с осью у носка перемещается между формовочной линией и печью?
- Требуются ли вам какие-либо особые функции пульта управления?
- Если ковш с осью у носка будет использоваться на потолочном монорельсе, монорельс уже имеется или он должен поставляться с ковшом?
- Сколько имеется свободного потолочного пространства?
- Если будет использоваться существующий монорельс, какова высота, размер и безопасная рабочая нагрузка рельса?
- Если монорельс уже имеется, то какая используется система питания?
- Каково напряжение имеющейся системы питания?
- Будет ли ковш с осью у носка перемещаться вручную или требуется силовой привод?
Разливочная установка с осью у носка
- Какое количество форм заливается на формовочной линии в час?
- На формовочной линии происходит смена форм (движение пуск-останов) или она движется непрерывно?
- Если происходит смена форм, то какова продолжительность циклов? (время стационарного состояния линии, время движения линии).
- Каково перемещение сменяющейся линии? (расстояние, проходимое за цикл).
- Если формовочная линия движется непрерывно, какой должна быть скорость движения и может ли она изменяться?
- Каково расстояние от края формы до центра литниковой воронки?
- Можете ли вы прислать набросок разменов опок?
- Будет ли изменяться положение литниковой воронки?
- Будет ли изменяться высота формы?
- Какая ёмкость ковша вам необходима?
- Какой металл или металлы вы будете разливать?
- Если производится разливка чугуна с шаровидным графитом, накладывается ли ограничение на продолжительность заливки?
- Коков типичный вес отливки?
- Каковы максимальный и минимальный веса отливок?
- Каков режим использования ковша (приблизительное количество часов использования в день/ в неделю)?
- Какова высота формовочной линии?
- Предпочитаете ли вы монтаж на монорельс или напольный монтаж на рельсах и тележке?
- Как установка с осью у носка будет заполняться металлом? Ковш будет перемещаться между формовочной линией и печью или для заполнения установки будет использоваться передаточный ковш?
- Требуются ли вам какие-либо особые функции управления?
- Сколько имеется свободного потолочного пространства?
- Имеются ли пространственные ограничения на площадке?
Любая информация, которую вы можете нам направить, будет полезна при составлении предложения. Любая направляемая Acetarc или его представителям информация сохраняется в секрете и используется только в целях, для которых была предоставлена.
Имейте в виду, что вышеизложенный текст и сопровождающие фотографии и чертежи предоставлены для общего ознакомления и могут не подходить для вашего предполагаемого использования.
Все системы проектируются и производятся в соответствии с требованиями каждого клиента и могут быть соответствующим образом изменены.
ОФОРМИТЬ ЗАКАЗ НА РАЗЛИВОЧНЫЙ КОМПЛЕКС — ЗАКАЗАТЬ
НУЖЕН ДРУГОЙ ТИП ОБОРУДОВАНИЯ — ПЕРЕХОД
АЦЕТАРК
Выпускаем все известные в литейном производстве типы ковшей и газовых стендов для их нагрева
За 50 лет бесперебойной работы ковши АЦЕТАРК стали достоянием многих литейных производств по всему миру. С 2007-го года продукция завода АЦЕТАРК регулярно поставляется на литейные заводы России и в страны постсоветского пространства. Все ковши АЦЕТАРК имеют единый сертификат соответствия ТС (таможенного союза), Декларацию соответствия ТС, а также Заключение Экспертизы Промышленной Безопасности РФ. АЦЕТАРК выпускает все известные в литейной промышленности виды ковшей: чайниковые и носковые, барабанные и U-образные, стопорные и ковши для внепечной обработки расплава. Ёмкость ковшей варьируется от 100 кг до 100 тонн. Для каждого ковша АЦЕТАРК изготавливается шаблон для футеровки. По требованию заказчика ковши АЦЕТАРК оборудуются встроенными системами взвешивания, устройствами дистанционного управления, приборами для измерения температуры жидкого металла в ковше.
Презентации

Презентация АЦЕТАРК
38,2 МБ

Общее видео продукции АЦЕТАРК
789,6 МБ
Документы
Сертификат качества
1,41 МБ

Сертификат испытаний
1,17 МБ
Декларация о соответствии
2,30 МБ
контакты
- +7 (812)-916-30-15 (Санкт-Петербург)
- info@acetarc.ru
- Адрес производства: Этли Уоркс, Далтон Лейн, Китли, Западный Йоркшир, BD21 4HT, Англия
- Россия, Санкт-Петербург, Колпино,
ул. Севастьянова, д. 12, оф. 301

Нужна консультация специалиста?