


Описание ковшей АЦЕТАРК для получения ВЧШГ
 |
Мы производим следующие типы ковшей для получения ВЧШГ:
Эти конструкции наиболее популярны и в тоже время являются наиболее эффективными по соотношению эксплуатационных показателей и капитальных вложений. Однако существуют и другие ковшевые методы производства ВЧШГ, и в конкретных условиях литейного производства может оказаться, что один из них наиболее эффективен в долгосрочной перспективе. Например, производство ВЧШГ обработкой модифицирующей проволокой или с помощью специального устройства для погружения модификатора. В дополнение к ковшевой обработке существуют также другие системы получения ВЧШГ, такие как конвертеры (реакторы) и процессы модифицирования в форме. Однако эти системы обычно требуют как значительных вложений, так и изменения процесса работы литейного предприятия. Поэтому они зачастую требуют тщательного планирования и интегрирования в работу литейного производства, тогда как ковшевой процесс обработки позволит начать производство чугуна с меньшими изменениями текущей производственной структуры. Следует отметить, что компания АЦЕТАРК готова предоставить консультации по любым процессам обработки чугуна, которые может рассматривать литейное предприятиЕ, а не только по трем описанным здесь методам. Исходя из нашего опыта, большая часть терминологии по ковшам для обработки различается на разных предприятиях и в разных странах, поэтому во избежание непонимания мы не предполагаем наличия первоначальных знаний у читателя. Основные сведения о компании. Компания АЦЕТАРК производит литейные ковши с 1967 г., и за это время количество ковшей для металлургической обработки, которые мы поставляли на литейные предприятия по всему миру, постоянно росло, поэтому сейчас они составляют преобладающую часть производимых нами литейных ковшей. При возможности, мы стремились получить отзывы от литейных предприятий о работе ковшей для обработки, как с металлургической позиции, так и с позиции практической эксплуатации. Конечно же, мы хорошо понимаем, что нет стандартного литейного предприятия и на каждом предприятии принят свой распорядок. Поэтому конструкции ковшей для обработки дорабатываются, чтобы удовлетворить индивидуальные требования каждого литейного завода. Но в то же время мы заметили, какие параметры конструкции или работы являются общими для большинства литейных производств. |
Поэтому предлагаемые конструкции ковшей для получения ВЧШГ представляют собой объединение нашего многолетнего опыта и отзывов большого числа литейных предприятий — от небольших местных литейных артелей, которые производят плавку один или два раза в неделю, до многонациональных автомобильных литейных производств, работающих 24 часа в сутки / 7 дней в неделю.
Итак, главный вопрос: зачем использовать специально сконструированный ковш для получение высокопрочного чугуна?
Наш опыт показывает, что любой ковш, как минимум, может быть использован для производства ВЧШГ, однако небольшие вложения в покупку ковша, который специально разработан для процесса металлургической обработки, очень скоро окупятся, обеспечивая:
Стабильные результаты
|
 |
Следует отметить, что в процессе получения ВЧШГ имеется большое число переменных величин, особенно в отношении выбора добавок, состава базового металла и метода работы на литейном предприятии. Поэтому мы выяснили, что не существует одного идеального метода производства высокопрочного чугуна и “одного для всех” решения.
Однако наш опыт показывает, что на любых литейных предприятиях можно достичь стабильного качества литья, отрегулировав переменные факторы под конкретные требования.
| К тому же идеальные теоретические конструктивные соображения зачастую корректируются практическими потребностями каждого литейного предприятия.
Например, мало смысла в проектировании ковша для обработки с соотношением высота/диаметр 2:1, если этот ковш для обработки не поместится в печи, тогда как использование другой, более низкой конструкции ковша для обработки и/или внесение немного большего количества добавок могут дать стабильное качество литья без необходимости создания ямы перед печью. И наоборот, создание ямы может быть более экономически выгодным в долгосрочной перспективе, если цикл обработки — каждые несколько минут. Быстрое рассмотрение основных конструктивных параметров ковша для обработки Отношение высоты к диаметру. Обычно заданное проектное требование компаний, которые не создают ковши для обработки, — чтобы все ковши для обработки имели отношение внутренней высоты к диаметру 2:1 или больше. Действительно, соотношение высоты ковша к диаметру 2:1 значительно способствует процессу получению ВЧШГ, особенно для открытых ковшей. Однако по нашему опыту соотношение 2:1 является менее важным конструктивным требованием, когда рассматриваются конструкции ковшей для обработки с крышкой, такие как ковши с крышкой-чашей или чайниковые ковши. |
 |
Другие факторы могут оказаться более важными, чем поддержание соотношения высоты к диаметру 2:1, и емкость ковша для обработки не обязательно должна быть очень большой, если практическое использование ковша с соотношением ковша к диаметру 2:1 вызывает проблемы.
Хотя к соотношению 2:1 следует стремиться для открытых ковшей, но отзывы, полученные с литейных предприятий, говорят о том, что хорошие результаты могут быть получены на закрытых ковшах для получения ВЧШГ, даже когда отношение высоты к диаметру значительно меньше величины 2:1.
Ниже описывается базовая конструкция и даны эксплуатационные характеристики основных конструкция ковшей для получения ВЧШГ, что, возможно, объяснит, почему это так.
Реакционная камера с перегородкой.
Предполагается, что все ковши имеют реакционную камеру в основании, где размещается модификатор перед началом цикла обработки. Обычно эта камера создается из огнеупорных материалов, часто с использованием перегородки (разделителя), установленной в основании ковша, чтобы сформировать реакционную камеру или карман. Эта реакционная камера предназначена для размещения добавок, предотвращения начала процесса обработки при заливке металла в ковш до того момента, когда добавки полностью покроются расплавом, чтобы магний не мог просто сгореть в атмосфере.
Если перегородка выполнена из огнеупорного блока или кирпича и отделена от футеровки ковша, то будет проще ее удалить и заменить при частой чистке и ремонте реакционной камеры без необходимости замены всей футеровки.
Иногда вместо перегородки в футеровке днища отливают карман. Это дает преимущества для процесса обработки, но его труднее чистить и ремонтировать.
| Открытый ковш / Ковш глубокого типа
Открытые ковши / ковши глубокого типа используются для процессов получения ВЧШГ без крышки. Такие ковши часто именуются:
Принцип работы, в общем, во всех этих ковшах одинаков вне зависимости от названия. Верх ковша не закрыт во время цикла обработки. Добавки размещаются на дне ковша и обычно покрываются тонким слоем стальной стружки или даже тонкой чугунной пластиной и т.д. (сэндвичный слой). Ковш быстро заполняется расплавом, и укрывной материал задерживает начало реакции, пока расплав полностью не покроет добавки. Затем, когда укрывной материал плавится, под металлом начинается реакция обработки, и по мере того, как Mg-добавки, которые легче и имеют более низкую точку плавления, чем расплав, всплывают, все больше Mg поглощается расплавом. |
 |
Понятно, что соотношение 2:1 в значительной мере способствует этому, уменьшая площадь поверхности расплава, и поэтому Mg-добавки поднимаются сквозь расплав, а не вылетают по краям. Расплав, быстро налитый в ковш с малой поверхностью, также действует как “заглушка” и уменьшает количество кислорода, который может прореагировать с Mg-добавками. Уменьшение доступного кислорода повышает выход, а также делает течение реакции не таким бурным.
Но даже в этом случае большое количество Mg выбрасывается и выгорает. Обычные значения выхода — наименьшие из всех конструкций ковшей для обработки. В открытых ковшах реакция намного более бурная, чем в закрытых ковшах, хотя выбор добавок может сделать реакцию не такой бурной. По этой причине открытые ковши обычно имеют большую высоту свободного края (расстояние между поверхностью металла и верхним краем ковша, когда ковш заполнен до рабочей емкости), чем другие ковши для обработки или стандартные разливочные/передаточные ковши.
Малая площадь поверхности также уменьшает потери тепла и, в меньшей степени, коагуляцию шлака на поверхности металла.
Имеется множество вариаций конструкций открытого/сандвич/заливаемого сверху ковша, обычно отличающихся включением огнеупорного кармана или разделителя в основании ковша, которые предназначены для улучшения характеристик открытого ковша. Это делается, чтобы создать реакционную камеру, которая позволит заполнить ковш бóльшим количеством расплава до начала реакции.
В плане практического использования и эксплуатационных моментов ковш с соотношением В:Д 2:1 может иметь множество недостатков.
Во-первых, это проблема высоты. Соблюдение отношения высоты к диаметру 2:1 с учетом высоты свободного края означает, что открытые ковши даже с относительно скромной рабочей емкостью могут оказаться очень высокими.
С этим связана необходимость решения нескольких проблем. Очевидно, что ковш должен поместиться под желоб печи, но также имеются проблемы, связанные с эксплуатацией.
Без надлежащего внимания к конструкции высокий ковш с маленьким основанием может быть неустойчивым. В открытых ковшах для обработки небольшой емкости малый диаметр основания может вызвать проблемы с обслуживанием и чисткой футеровки ковша. Использование отсоединяемого основания может в некоторой степени скомпенсировать это, однако это является излишеством для открытого ковша.
К тому же высокий и узкий ковш делает затруднительным правильное размещение добавок и укрывного материала.
Центр тяжести изменяется гораздо сильнее в этом типе ковша, чем в разливочном/передаточном
ковше с соотношением 1:1. Это затрудняет поворот ковша и иногда может потребовать использования бóльшего редуктора, чем обычно требуется для ковша подобной емкости, но другой конструкции.
Количество паров, выходящих при использовании открытого ковша на предприятие и за его пределы может оказаться весьма значительным и потребовать использования соответствующего пароулавливающего оборудования.
Процесс обработки может оказаться нестабильным, поскольку многие факторы, такие как быстрота и эффективность заполнения ковша, влияют на эффективность процесса обработки. На некоторых литейных предприятиях, использующих открытые ковши для обработки, также обычно вносят “избыточное” количество металла в попытке компенсировать нестабильность, а это означает, что обработка становится дороже, чем необходимо.
Однако открытый ковш для обработки — это самый простой способ ковшевой обработки, и он также дает хороший доступ к металлу после обработки для удаления шлака и т.д. Также он не имеет некоторых практических трудностей в эксплуатации, связанных с некоторыми другими ковшевыми процессами обработки. Поэтому он все еще популярен среди литейных предприятий, в особенности производящих очень большие чугунные отливки.

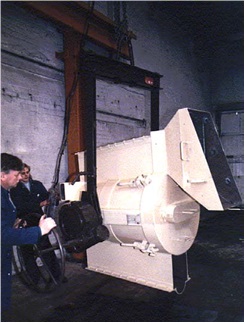
КОВШИ ГЛУБОКОГО ТИПА ACETARC
ЕМКОСТЬЮ 10 ТОНН, 15 ТОНН И 20 ТОНН
С ПНЕВМАТИЧЕСКИМ ПРИВОДОМ
ВСЕГО 22 КОВША ЭТОЙ КОНСТРУКЦИИ БЫЛИ ПОСТАВЛЕНЫ
S.E FORGE FOUNDRY В ИНДИИ В 2008/2009
Закрытые ковши для обработки
Закрытые ковши для обработки дают значительное улучшение показателей в сравнении с открытой конструкцией ковша: заметно повышается выход, уменьшается количество паров и снижаются потери температуры. Также из опыта мы знаем, что для закрытых ковшей не так важно соблюдать соотношение высоты к диаметру 2:1.
| Как видно по названию, закрытые ковши для обработки закрыты сверху крышкой во время цикла обработки. Однако имеется три основных конструкции, каждая из которых немного отличается в работе и имеет присущие ей преимущества и недостатки.
Решение о том, какая из конструкций наилучшим образом подходит для конкретного литейного предприятия зависит в большей степени от того, как предприятие предполагает использовать ковш, а не от удовлетворения конкретных металлургических требований. Также следует отметить, что три основные конструкции имеют отличия в проектных спецификациях. |

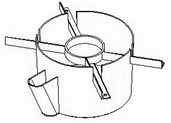
Ковш со свободной крышкой-чашей. |
Основные конструкции:
- Ковш с крышкой-чашей Свободной
- Ковш с крышкой-чашей Фиксированной (иногда в США именуется как tight cover (плотная крышка))
- Чайниковый ковш для обработки (также известен в США как ковш для обработки под давлением и иногда именуемый Mod-Tundish)
Принцип работы ковша с крышкой-чашей
Принцип работы в отношении процесса обработки для свободного и фиксированного ковша с крышкой-чашей одинаков.
Ковш имеет огнеупорный разделитель или перегородку в футеровке основания для формирования реакционной камеры. Он обычно проходит через середину основания, но может делить 1/3 – 2/3 в больших ковшах.
Добавки размещаются в реакционной камере (область, расположенная не под заполняющим отверстием).
| Ковш имеет устанавливаемую сверху крышку с футеровкой с нижней стороны и с большой чашей с огнеупорной футеровкой сверху. В чаше имеется небольшое отверстие. Отверстие для наполнения расположено над нереакционной стороной разделенного основания, но также должно размещаться таким образом, чтобы металл не ударялся о боковые стенки и не разбрызгивался в реакционную камеру, что может вызвать преждевременное начало процесса обработки.
Ковш заполняется наливанием расплава в чашу. Чаша обеспечивает наличие уровня металла, который запечатывает ковш от проникновения кислорода, пока поток металла заполняет отсек на противоположной стороне от реакционной камеры. |
 |
Перегородка предотвращает контакт металла с добавками, пока чаша не будет наполнена достаточно для обеспечения заглушки металлом. Фактически ковш для обработки превращается в закрытый конвертер и, по мере испарения Mg-добавок, пары остаются внутри ковша, что обеспечивает больший выход
Также понятно, что, поскольку ковш превращается в закрытый конвертер, укрывной материал можно зачастую не использовать. Перегородки достаточно для обеспечения задержки, необходимой для запечатывания отверстия наполнения чаши металлом. Отсутствие необходимости использования укрывного материала приводит к экономии энергии и снижает расходы на материалы и обслуживание.
Из-за ограниченного количества кислорода реакция протекает не так бурно, как в открытом ковше. Вместе с тем, поскольку ковш закрыт во время обработки, высота свободного края ковша может быть уменьшена без ущерба для безопасности оператора и риска выплескивания металла.
Отношение высоты к диаметру для ковшей с крышкой-чашей
Поскольку ковш с крышкой-чашей фактически является закрытым конвертером, пары Mg не могут улетучиться, необходимость соответствия ковша идеальному соотношению В:Д 2:1 уменьшается. Это подтверждается нашим практическим опытом, когда, по индивидуальм для клиентов причинам, мы делали успешные ковши с крышками, имеющие отношение высоты к диаметру от 1,5:1 до 1,25:1.
Закрытый ковш имеет следующие преимущества в сравнении с открытым ковшом:
- Больший % выхода приводит к снижению добавок, которые необходимо использовать.
- Более стабильные результаты обработки.
- Использование закрытых ковшей значительно снижает потери тепла.
- Возможность не использовать укрывной материал позволяет экономить энергию и снизить расходы на материалы и обслуживание.
- Очень мало паров, выходящих из ковша, или они отсутствуют вовсе. Отвод газов обычно не нужен при использовании закрытых ковшей.
- Менее бурная реакция.
- Большая гибкость в соотношении В:Д при сохранении хороших результатов.
- Меньше образование шлака. Уменьшение количества кислорода, присутствующего в закрытом ковше, вместе с уменьшением потерь тепла во время цикла обработки приводит к меньшему образованию шлака.
- Улучшенное качество и стабильность литья.
В добавление к вышеуказанным пунктам укажем, что, использование закрытого ковша для обработки требует для правильной работы использования системы управления. При заполнении закрытого ковша для обработки нельзя полагаться на опыт оператора, поскольку наличие крышки означает, что оператор не может видеть уровень металла. Поэтому чугун должен отмеряться в ковш для обработки, и это позволяет точно подбирать количество добавок для отмеренного количества металла. В этой системе управления можно легко производить количественные измерения путем взвешивания и т.д., что, в свою очередь, можно использовать для обратной связи системы контроля качества.
Однако имеется ряд практических обстоятельств, которые необходимо учитывать при работе с закрытыми ковшами. Именно эти практические обстоятельства и отличают основные конструкции.
| Практические эксплуатационные моменты использования ковшей с крышкой-чашей
Ковш со свободной крышкой-чашей. Ковш со свободной крышкой-чашей имеет крышку-чашу, которую необходимо снимать после каждой обработки и перед наклоном ковша. Обычно рабочий цикл ковша со свободной крышкой-чашей начинается при пустом ковше и поднятой крышке. В ковш вносят соответствующие добавки, затем крышка устанавливается на место. Ковш заполняется через крышку-чашу необходимым количеством металла, и реакция начинается, когда уровень металла поднимается выше перегородки. Когда реакция закончилась и перед тем, как повернуть ковш, крышку снимают. |
 |
Имеющийся шлак можно удалить с поверхности ковша и затем ковш можно повернуть, как обычный открытый ковш.
На небольших ковшах, особенно если процесс обработки производится нечасто, снятие крышки можно производить вручную. Однако имеются очевидные трудности при работе с горячим и тяжелым объектом.
На больших ковшах для обработки или при частом проведении процесса обработки необходимо использовать метод работы со съемной крышкой-чашей. Это может быть вилочный погрузчик, мостовой кран либо таль или специально предназначенное для этого устройство.
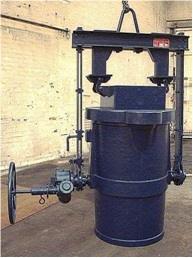
Ковш с подъемной крышкой-чашей.
Процесс обработки аналогичен обычному ковшу со свободной крышкой-чашей, описанному выше, но сдвигающаяся крышка-чаша призвана решить некоторые проблемы, возникающие при работе со свободной крышкой-чашей.
| Ковш с подъемной крышкой-чашей имеет специальное устройство двойной подъемной скобы, состоящее из внешней статичной подъемной скобы (боковые штанги и верхние балки) и внутренней скользящей скобы (с узлом подъемного крюка).
Крышка-чаша прикреплена к внутренней подъемной скобе, поэтому, когда ковш поднимают, крышка-чаша тоже поднимается вверх, а когда ковш опускается на землю, крышка тоже опускается вниз. Если ковш имеет стопорные штифты (стандартная опция), ковш можно поднимать и перемещать с крышкой-чашей в опущенном положении. Это необходимо при заполнении ковшей для обработки в подвешенном над землей состоянии. |
 |
Однако ковш необходимо опустить на землю для извлечения штифтов, чтобы можно было поднять крышку-чашу.
Крышку-чашу всегда необходимо поднимать перед поворотом ковша. При повороте ковша работа с ним осуществляется, как с обычным ковшом аналогичного размера.
Поднимая крышку после каждой обработки, можно удалить шлак перед заливкой металла. Также возможно очистить ковш перед следующей обработкой.
Поскольку крышка-чаша всегда остается вместе с ковшом, нет необходимости в дополнительном оборудовании для работы с крышкой.
Мы изготовляли ковши с подъемной крышкой-чашей емкостью от 500 кг (1100 фунтов) до 5000 кг (11,000 фунтов).
Для ковшей с подъемной крышкой-чашей требуется дополнительная высота помещения из-за узла сдвигающейся скобы, и общая высота (от пола до верхней части точки крепления крюка) может оказаться достаточно значительной по мере роста емкости.
Типичное использование
При снятии крышки с ковша конструкция, как со свободной крышкой, так и с подъемной крышкой, дает преимущества, если необходимо чистить ковш между циклами обработки или убедиться перед заливкой, что обработанный металл чист.
Поэтому мы рекомендуем эти типы ковшей для:
- нечастой или периодической работы, когда ковш, скорее всего, значительно остынет между циклами обработки.
- случаев, когда в процессе обработки имеется тенденция к образованию большого количества шлака.
- случаев, когда обработанный металл должен быть очищен от всего шлака перед передачей его на следующую стадию, такую как печь выдержки или авторазливочное устройство.
- случаев, когда ковш для обработки также будет использоваться для разливки непосредственно после цикла обработки без передачи обработанного металла в отдельный разливочный ковш.
У ковшей как со свободной, так и с подъемной крышкой верхняя часть ковша и нижняя сторона крышки-чаши должны поддерживаться в достаточно хорошем состоянии. Если крышка-чаша не устанавливается правильно на верх ковша, воздух сможет проникать внутрь, а пары выходить наружу, приводя к ухудшению стабильности процесса обработки.
| Ковш с фиксированной крышкой-чашей.
У ковша с фиксированной крышкой-чашей крышка-чаша прикреплена к верху ковша. Обычно она привинчена, хотя также могут быть использованы скобы или клиновые зажимы, и не снимается на протяжении всей рабочей смены ковша. Центр тяжести отрегулирован, чтобы учесть вес крышки, и предполагается, что ковш не придется поворачивать со снятой крышкой. Поскольку крышка ковша постоянно привинчена, и, в некоторых конструкциях, заполняется и опорожняется через чашу, доступ внутрь ковша ограничен во время работы. Однако ковш с фиксированной крышкой-чашей лучше удерживает температуру между обработками и, при правильном использовании, имеет меньшее образование шлака, чем другие конструкции ковша с крышкой-чашей. Поэтому он лучше всего подходит для частых циклов обработки, когда ковш постоянно используется. |
 |
Имея более герметичное соединение между крышкой и корпусом, конструкция с фиксированной крышкой также обеспечивает лучшую реакцию восстановления магния и лучшую изоляцию паров, чем конструкция со свободной крышкой.
| Заливка и смена добавок в ковше с фиксированной крышкой-чашей.
Ковш с фиксированной крышкой-чашей имеет несколько вариаций по устройству чаши, точки ввода добавок и разливочного носка. В основной конструкции ковша с фиксированной крышкой чаша используется как для заполнения, так и для разлива металла. Другие конструкции имеют отдельный разливочный носок со своей крышкой для запирания носка во время процесса обработки. Иногда разливочный носок расположен в корпусе ковша, но чаще он находится в крышке. Если носок расположен в крышке, то соединение между крышкой и корпусом ковша должно выдерживать расплавленный металл. Хотя это может показаться поводом для беспокойства, по нашему опыту современные огнеупоры могут обеспечить очень эффективную герметизацию (момент, к которому мы вернемся позже при рассмотрении отсоединяемых основных секций). |
 |
Если ковш имеет отдельный носок для разлива, он может использоваться для загрузки добавок и доступа для очистки металла от шлака.
Если в ковше крышка-чаша используется как для заполнения, так и для разлива, стандартно устанавливается отдельный люк для добавок.
Сброс давления в ковше с фиксированной крышкой-чашей
Уплотнение в ковше с фиксированной крышкой может быть настолько эффективно, что во время реакции обработки происходит возрастание давления. Если считается, что подобное возрастание давления может привести к проблеме, то либо люк для добавок, либо крышка разливного носка могут быть приспособлены для управляемого сброса излишнего давления. Однако, поскольку сброс давления в ковше выпустит пары Mg, это рассматривается исключительно как защитное средство на случай чрезвычайных обстоятельств, а не как часть нормального цикла обработки.
Имеется альтернативная конструкция ковша, которая использует принцип крышки-чаши, но обеспечивает уменьшение высоты за счет применения плоской крышки, без чаши. Это так называемый чайниковый ковш.

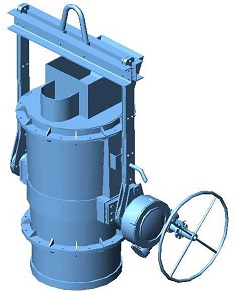
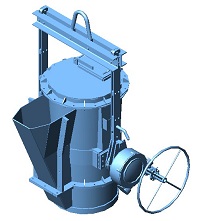
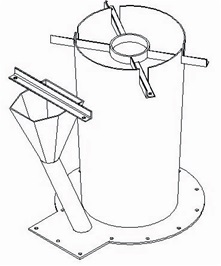
| Чайниковый ковш для обработки.
Чайниковый ковш для обработки — это вариация ковша с фиксированной крышкой. Однако он отличается некоторыми важными особенностями конструкции, которые, в определенных обстоятельствах, дают неоспоримые преимущества над обычными ковшами с крышкой-чашей. Чайниковый ковш, как и ковш с крышкой-чашей, является хорошо герметезированным ковшом для обработки, метал в который подается через ограниченное отверстие заполнения, так что металл создает уплотнение при заполнении ковша. Однако, вместо использования чаши на крышке ковша, ковш заполняется через большой носок, так что металл входит в ковш в его основании. |
 |
 |
В ковше есть огнеупорная перегородка для создания реакционной камеры, и высота перегородки такова, что, когда метал переходит через нее, заполняющее отверстие в основании ковша полностью закрыто металлом. Поэтому ковшу не нужна чаша на крышке, и общая высота ковша оказывается меньше. Также, поскольку крышка ковша привинчена, герметизация приводит к малой потере паров и высоким уровням восстановления магния. Потери температуры в ковше также минимальны. Фактическая конструкция чайникового ковша для обработки отличается от типичного разливочного чайникового ковша наличием большой верхней секции в форме раструба перед переходом вниз к трубке входа в ковш малого диаметра. Это предназначено для |
В конструкции чайникового ковша имеется отдельный люк для введения добавок, который также может использоваться для удаления шлака.
Как и в ковше с фиксированной крышкой-чашей, этот люк может быть также приспособлен для управляемого сброса давления в ковше.
 |
Для чайникового ковша имеется опасение, что теоретически возможно присутствие в носке небольшого количества металла, который не обработан полностью. Следует сказать, что отклики, которые Acetarc получала для данного типа ковшей для обработки, не подтвердили и не опровергли этого, но обычно чайниковые ковши используются там, где содержимое ковша передается в систему разливки, такую как авторазливочное устройство или в различный(ые) ковш или ковши. Эта передача гарантирует, что все содержимое ковша перемешано и металл в носке не остался необработанным. В плане соотношения В:Д корпуса, чайниковый ковш для обработки соответствует общим положениям, описанным в соотношениях для корпуса ковша с крышкой-чашей. Однако возможность отказа от чаши позволяет сэкономить значительную долю общей высоты ковша. Чайниковые ковши для обработки в настоящий момент производятся емкостью от 500 кг (1100фунтов) до 6000 кг (13,250фунтов). |
Дополнительные возможности
Все типы ковшей для обработки могут иметь дополнительные конструктивные возможности для помощи в их эксплуатации и обслуживании. Приведем примеры.
Съемные основные секции
Полезная функция, которая может быть включена во все ковши, но особенные преимущества дающая для ковшей с привинченными крышками, таких как ковшей с фиксированной крышкой и чайниковых ковшей, представляет собой съемную основную секцию ковша. Это позволяет снимать реакционную камеру по окончании каждой рабочей смены, очищать ее, ремонтировать и т.д. без вмешательства в остальную футеровку ковша. Это позволяет поддерживать постоянство процесса обработки длительное время.
Могут поставляться запасные основные секции, чтобы замена была готова в конце каждой смены.
Шлаковые носки
В дополнение к разливочному носку, открытые ковши могут также включать носок, специально предназначенный для очистки от шлака. Он имеет прямоугольный конец, что дает лучший доступ к верху ковша, позволяя скачивать собравшийся шлак. Носок также гарантирует, что собранный шлак не попадет на корпус ковша.
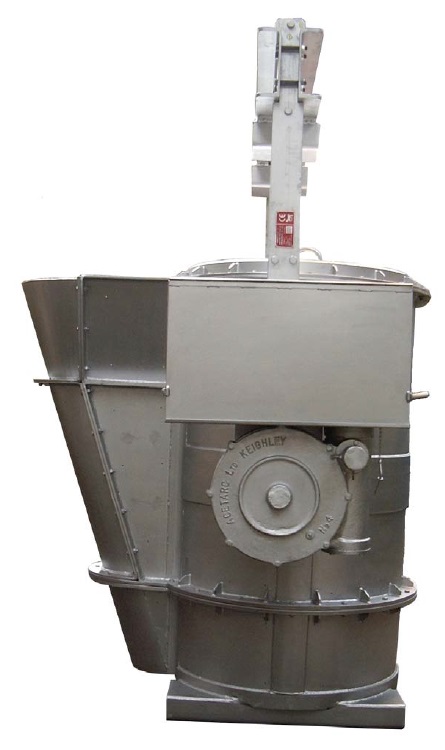
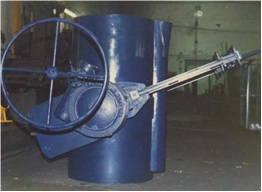
| Чайниковые разливочные носки
(Не следует путать с чайниковыми ковшами для обработки) На ковши для обработки могут быть установлены чайниковые разливочные носки, чтобы чистый обработанный металл забирался из основания ковша, а шлак собирался на поверхности. Чайниковые разливочные носки могут быть добавлены к открытым ковшам и ковшам с крышкой-чашей, хотя следует проявлять осторожность с закрытыми ковшами, чтобы добавление чайникового разливочного носка не повлияло на процесс обработки. Ковш с крышкой-чашей, показанный справа, заполняется через чашу сверху. Однако металл входит в ковш в основании через чайниковый носок. Металл разливается через чайниковый носок впереди ковша. Также можно видеть дополнительный люк на крышке-чаше. |
 |
Многоэлементные повторно используемые шаблоны для футеровки
 |
 |
Многоэлементный шаблон для футеровки для чайникового ковша для получения ВЧШГ.
Шаблон футеровки основной секции показан выше.
Шаблоны футеровки основного корпуса и носка показаны слева. (Шаблон футеровки носка съемный).
Во многом, особенно при создании перегородки или чайникового носка, огнеупорная футеровка может оказаться самым важным фактором для эффективности работы ковша для обработки. Поэтому мы можем предоставить шаблоны для футеровки, специально разработанные для каждого произведенного ковша для получения ВЧШГ. В случае чайниковых ковшей для обработки или ковшей со съемными основаниями и т.д. эти шаблоны для футеровки являются многоэлементными системами, позволяющими производить футеровку элементов, таких как основание или основной корпус, отдельно.
 |
 |
Другие конструкции ковшей для обработки
Настоящая статья ориентирована на рассмотрение особенностей и относительных преимуществ ковшей для обработки, использующих процесс заливки сверху/сандвич процесс, ковшей для обработки с крышкой-чашей и чайниковых ковшей для обработки.
Исходя из нашего опыта, для большинства литейных предприятий эти процессы ковшевой обработки дают наиболее выгодные, простые в работе и эффективные методы производства ВЧШГ.
Однако имеются и другие методы обработки, для некоторых из них могут использоваться специализированные ковши, а также процессы, в которых обработка происходит не в ковше.
| В некоторых обстоятельствах, особенно когда требуется частое производство большого количества высокопрочного чугуна, альтернативные системы обработки могут дать большие преимущества в сравнении с описанными выше методами ковшевой обработки.
Для некоторых процессов обработки, таких как пропуск металла через (Sigmat) Foseco конвертер или GF конвертер, требуются лицензии или выплаты авторского вознаграждения, тогда как для других процессов, таких как обработка погружением или проволокой, требуются значительные вложения в оборудование. |
 |
Компания АЦЕТАРК будет рада предоставить консультацию по любой рассматриваемой системе обработки. Как уже указывалось, у каждого литейного предприятия свои требования и свои ограничения. Поэтому для каждого отдельного предприятия необходимо рассмотреть все факторы, специфичные для конкретных требований, перед выбором метода производства высокопрочного чугуна, который наилучшим образом удовлетворит требованиям.
Мы также рекомендуем литейному предприятию обсудить свои требования к производству высокопрочного чугуна с местным поставщиком добавок. Правильный выбор добавок играет важную роль в успешном и рентабельном производстве чугуна.
Если вам необходима дополнительная информация, пожалуйста, обращайтесь в наш проектный отдел.